


热喷涂涂层加工的工艺操作
来源:www.qdligewei.cn 发布时间:2020/9/5 9:27:14热喷涂涂层加工的工艺操作
一种可迅速且高质量测量热喷涂涂层厚度的新式技术性,完成在工艺初期操纵尽早发觉误差并开展改正。
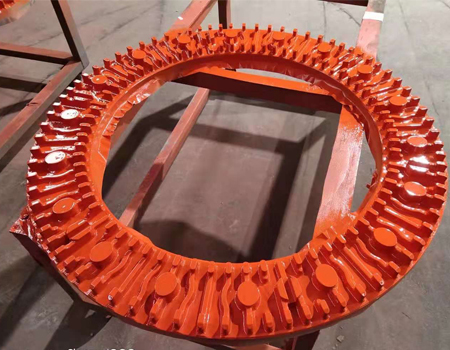
当把汽缸曲轴箱里的八个传统式灰口铸铁镶件换为热融喷漆铁基涂层后,对汽缸孔地区内铝合金压铸件的气孔率和物理性能规定十分高。
具体加工过程关键包含四个流程:高密镗孔(精镗),粗化,涂层和后处理工艺。在所述的各流程中间,为了更好地保证 品质务必开展检测。务必依据零件总数、程序运行和重要品质主要参数开展100%的检测。精镗的目地是在最后生产加工后依据需要的涂层厚度将孔指向发动机曲轴中间线及其扩张孔隙度。这时需明确样子和形状公差,而且还造成圆柱度。有关涂层厚度,事后只能够校准十分比较有限的形状公差,其厚度为几百微米。因而,在粗化和涂层全过程以前须将孔设置在适度部位。
图一把汽缸曲轴箱里的八个传统式灰口铸铁镶件换为热融喷漆铁基涂层后,对汽缸孔地区内铝合金压铸件的气孔率和物理性能规定十分高。
粗化圆柱体表面的目地是造成需要的涂层粘合力。该流程可根据喷砂处理钢玉,髙压或单脉冲底压液体喷涌或根据纯机械加工制造来进行。用以使待涂层表面粗化能在独立的机器设备中开展钢玉喷砂处理和液体喷涌工艺。
一般能够在同样夹持中精镗后开展曲轴箱通风的机械设备粗化。因而,可在沒有偏位的状况下引进粗化轮廊。然后应用光学图像识别系统来检验表面缺点并对其再生产加工开展归类。在钢玉喷砂处理的状况下,这类表面缺点能够置入钢玉颗粒物中;在液体水射流的状况下,主要是脱离相和扩大的孔。
为了更好地测量涂层厚度,把测量光电器件插进到汽缸孔内(上孔张口),因而,能够在圆上和主缸深层的一切部位靠谱测量出涂层厚度。
当机械设备粗化时,将凹形槽轮廊选择铝型材中。这一轮廊的样子,凹形槽和金属质感的表面令它不宜应用照相机系统软件开展检验。

提升柴油发动机的使用期
热喷涂工艺的特点取决于涂层原材料根据热原(比如低温等离子火苗)熔融,并根据气旋转动喷漆到构件上。液體颗粒物在与表面触碰时忽然凝结并出現层次,进而造成涂层。根据根据粉末状的空气热喷涂,基本上能够对全部原材料开展生产加工。该层光谱仪范畴从热固性塑料、金属材料和渗碳体,到瓷器层。铁基建筑涂料具备需要的固体力学特性,可做为线缆或粉末状应用。线电弧喷涂,等离子技术迁移电孤(PTWA)和转动单线(RSW)是电缆线涂层工艺的案例。
根据粉末状的空气等离子喷涂涂层除开金属材料之外,还出示了结构陶瓷喷漆的挑选。合金结构钢碳素钢关键用以天然气和柴油机运作表面的涂层。该涂层不是匀称的,不但由熔化和凝结的颗粒物构成。在涂层內部,金属氧化物和渗碳体及其孔眼沉积,使其頻率在1%到4%中间,这在于工艺主要参数和工艺的挑选。这种孔在珩磨后作为润滑液存储器并将润滑液固定不动到指定位置。因此,使发动机活塞/活塞杆与汽缸壁中间的滑动摩擦力降至更少,进而降低了耗油量,提升了柴油发动机的使用期。
完成一秒内测量涂层厚度
仍未加工的热喷涂涂层的厚度务必遵照狭小的容许范畴。一切偏移特定尺寸公差的状况都很有可能造成 事后生产过程中珩磨专用工具的事后再生产加工和消毁。
在工艺初期测量涂层厚度,能够省掉一切事后解决流程,比如涂层厚度过低。针对不光滑的喷漆表面,传统式涂层厚度测量仪器设备具备低反复密度,因而不宜品质保证。根据显微照片开展任意查验是十分用时的,而且不允许对涂层工艺开展无缝拼接且高质量的查验。
相对性的点(a,b)处从底端到顶端测量液压缸工作中表面内的涂层厚度。
测量点1-15为曲轴箱通风1,测量点16-30为曲轴箱通风2
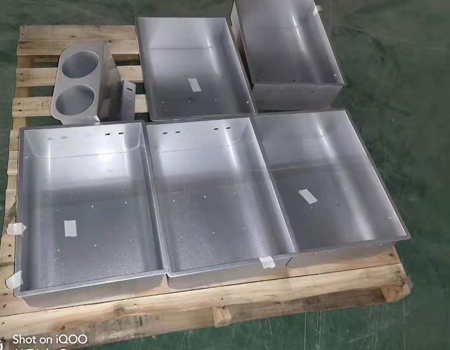
该机器设备所应用的灯源相近数码相机的拍照闪光灯,而且不容易对身体或自然环境导致一切伤害。每一个测量全过程剖析超出100,000个溫度读值,随后明确涂层厚度。能够在间距比较远一米的间距测量,可测量表面2至50mm直徑的地区。一次测量的偏差一般小于1%。涂层厚度能够达到2Hz的頻率开展纪录。根据电子光学测量摄像头(图2),全自动测量全部汽缸工作中表面遍布的各测量点,自动保存测量厚度。能够快速检测和改正危害涂层厚度的工艺误差,
表面表面粗糙度的减少
在之后的珩磨工艺中,需除去喷漆表面上的不光滑构造,因而表面的表面粗糙度需减少到5微米范畴内的均值表面粗糙度。
青岛利格威表面工程技术有限公司,打造喷砂加工、喷漆加工、热喷涂加工、特氟龙加工头牌,是中国表面工程协会团体会员。



 官方热线:159-6694-8706
官方热线:159-6694-8706